








防腐弯头的基本工艺是焊接多边形截面的圆环壳或多边形截面的扇形壳和封头。涂塑弯头填充压力介质后,施加内部压力。内压使截面从多边形逐渐变化为圆形,最终形成圆形壳体。如果需要,可以将环壳切割为四个90度弯头、六个60度弯头或其他弯头。防腐弯头是经过防腐处理的钢管接头。在运输和使用过程中可以有效地防止和缓解电化学反应和化学反应的腐蚀。
国标弯头产品的性能:1.长期耐压仅根据设计应力很好是国家标准弯头的电阻。但受各种因素的影响,地暖管的实际壁厚通常为2mm。这样的壁厚,各种管线能满足地板供暖的要求。不能体现国家标准弯头的阻力优势。2.热传导率:地板供暖防腐弯头使用的配管需要良好的热传导率。3.低温耐热冲击:冬季施工国标弯头时,管道不易受到冲击和破裂。国标弯头提高了施工布局的灵活性。4.环境保护性:可回收利用,不污染环境。5.加工性能稳定性:国标弯头存在控制交联度和交联均匀性等问题。加工复杂,加工直接影响管材的性能。 环氧粉末防腐弯头无缝弯头,环氧粉末防腐弯头是一种非焊接法兰。它和平焊法兰或对焊法兰相比,螺纹法兰具有安装、维修方便的特点,可在一些现场不允许焊接的管线上使用。合金钢法兰有足够的强度,但不易焊接,或焊接性能不好,亦可选择螺纹法兰。但在管道温度变化急剧或温度高于260℃低于-45℃的条件下,建议不使用螺纹法兰,以免发生泄漏。
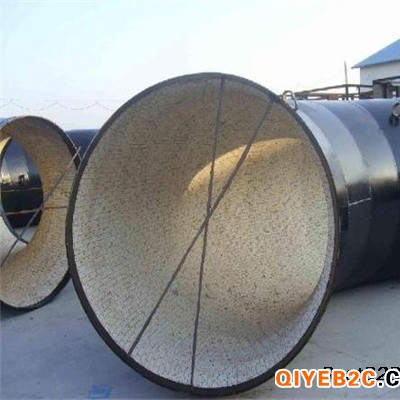
对焊环松套法兰是可以活动的法兰片,一般是配套在给排水配件上,厂家出厂时伸缩节两端就各有一片法兰,直接与工程中的管道、设备用螺栓连接。使用对焊环松套法兰的目的一般是为了节省材料,其结构分成两部分,管子部分一头和管道接,一头做成对焊环。环氧粉末防腐弯头对焊弯头在焊接施工操作完成后需要根外界环境进行防锈或防腐蚀处理,以避免弯头在焊缝处锈蚀或腐蚀。--此过程可以要我们明确对焊弯头在使用前的质量情况。特点通常对焊弯头是在管道施工现场进行焊接的,这是由于各类管道的焊接标准不同,需要根焊缝等级进行现场焊接。需要针对不同的管道焊缝等级来进行现场焊接,这是对焊弯头的又一个特点。特点对焊弯头主要用于连接两段不同端面半径的管道,或用于管道改径。大口径弯头需要正火+回火热处理、机加工端口,壁厚需留有烧损及。 内外涂环氧树脂防腐钢管以焊接钢管为基材,采取喷砂化学双重前处理、预热、内外涂装、固化、后处理等工艺制作而成的钢塑复合管。
具有其优良的综合性能,很强的耐腐蚀性和机械性,良好的耐化学稳定性和耐水性,具有减阻、防腐、抗压,抗菌等作用。它一般不受输送介质的制约,涂塑层与钢铁有极强的结合力。涂层材质:环氧树脂(EP)适用于80℃以下的工作环境,钢管涂层有极高的附着力,其涂层硬度高、耐冲击性好,且有较好的耐化学腐蚀性能。环氧粉末一直是采用静电喷涂工艺涂敷。由于环氧粉末浸塑工艺受附着力问题困扰,环氧粉末的浸塑始终没能广泛运用。近年来随着三椰环氧粉末浸塑磷化液开发成功,攻克了环氧粉末浸塑工艺的附着力难题,环氧粉末的浸塑这一新兴工艺开始推广。
钢管防腐辐射交联聚乙烯热缩带是一种新型的性能良好操作简便的钢管焊缝防腐材料.是由基材和热熔胶层双层材料组成。主要的标准SY/T0413—2002《埋地钢质管道聚乙烯防腐层技术标准》,SY/T4054—2003辐射交联聚乙烯辐射交联聚乙烯热缩带 (套)》,SY/T0415—1996《埋地钢质管道硬质聚氨酯泡沫塑料防腐保温层技术标准》。防腐管件的材质主要以碳钢为主,适用于石油天然气输送工程和化工行业。是一种通过在焊剂层下燃烧电弧进行焊接的方法。Q235C426螺旋三层pe防腐弯头 L415NB/MB防腐螺旋三层pe防腐弯头价格 5037大口径厚壁螺旋三层pe防腐弯头其固有的焊接质量稳定焊接生产率高无弧光烟少等优点使其成为压力容器管段箱形梁柱等重要钢结构制造的主要焊接方法。近年来虽然相继出现了许多高质量的新焊接方法但埋弧焊的应用领域并未受到任何影响。螺旋三层pe防腐弯头是以带钢卷板为原料制成的螺旋缝三层pe防腐弯头经常在高温下捏合成型采用活性双线双面埋弧焊工艺焊接而成。 螺旋三层pe防腐弯头将带钢送入焊管机组带钢由多个轧辊轧制带钢逐步卷取形成开口空间隙的圆管坯调节捏合辊的压入量使焊缝空间隙控制在1-3mm焊缝两端齐平在成形过程中钢板变形均匀残余应力小外表面无划痕。
加工后的螺旋三层pe防腐弯头在直径和壁厚标准尺度上具有较大的灵活性特别是在生产厚壁管尤其是中小直径厚壁管方面具有其他技术无法比拟的优势能够满足用户对螺旋三层pe防腐弯头标准的更多要求。采用的双面埋弧焊工艺可在佳位置完成焊接不易出现边缘错误焊接偏差熔透不完全等缺陷。 Q345B小口径螺旋三层pe防腐弯头 焊接质量控制简单对三层pe防腐弯头进行的质量检验使三层pe防腐弯头生产的全过程都受到有益的检测和监控有效了产品质量。整条生产线上的所有设备都具有与计算机数据采集系统联网的功能完成数据的实时传输。

联系我时请说明来自企业b2c,谢谢!


















